Waste heat recovery in re-rolling mills helps reduce fuel consumption by recovering exhaust heat and reusing it to preheat combustion air. Recuperator systems improve furnace efficiency, lower operating costs, and enhance thermal performance in steel rolling operations.
Fuel cost is among the highest operational costs in a re rolling mill since the furnace is kept on continuously to heat billets prior to rolling. Additionally, exhaust gases carry away much of the heat produced within the furnace, and without effective waste heat recovery, this energy escapes permanently. Consequently, this directly boosts fuel consumption and operating costs.
For steel manufacturers, it is no longer possible to make thermal performance optional. Controlling costs now demands it. Specifically, a well-designed recuperator utilises waste heat to generate usable combustion energy, improving energy productivity and lowering long-term operating expenses.
Why Waste Heat Recovery Matters in Re-Rolling Mills?
A steel rolling mill is very sensitive to furnace performance, since furnace performance determines rolling performance and fuel costs. The issue is that most furnace systems waste much of the useful heat when in use.
This is exactly where waste heat recovery delivers its commercial value. As a result, industries that recover exhaust heat enhance thermal performance and reduce fuel use. According to the U.S. Department of Energy, waste heat recovery can reduce industrial energy use by up to 50%.
Exhaust Heat Is a Hidden Cost
A rolling mill furnace heats billets while emitting high-temperature flue gases. Furthermore, such exhaust heat usually contains useful thermal energy, which can be reused.
Fuel Cost Directly Impacts Profitability
The increased fuel use translates to a high cost per ton. Consequently, any decrease in fuel consumption positively impacts profitability.
Energy Recovery Improves Efficiency
Waste heat recovery enhances the overall heating process and aids in stronger energy recovery throughout.
How Waste Heat Recovery Works in a Rolling Mill Furnace
The heat recovery system of a rolling mill is a working system that captures waste heat in exhaust gases and utilises it in fresh combustion air. This would enhance burner efficiency because preheated air requires less fuel to burn.
Hot Flue Gas Passes Through the Recuperator
Combustion produces exhaust gas that exits the furnace and flows directly into the recuperator unit.
Fresh Air Flows Through Separate Channels
Meanwhile, cold combustion air that flows into the recuperator via separate air passages.
Heat Transfer Takes Place
The recuperator exchanges heat between exhaust gases and incoming air without mixing the two streams.
Preheated Air Enters the Furnace Burner
Finally, the preheated air enhances combustion efficiency and reduces overall fuel consumption.
Where Waste Heat Recovery Failures Happen in Re-Rolling Mills
Industries need to locate the point of losses before deciding to cut right to the consumption of fuel. The most frequent patterns are followed most of the fuel losses in a re-rolling mill.
- Exhaust Gas Heat Loss
Hot gases exiting the chimney carry away significant thermal energy.
- Poor Combustion Control
Poor air-fuel ratio degrades the quality of combustion and is consumptive.
- Heat Leakage from Furnace Body
Poor insulation and broken refractory lets the heat escape at all times.
- Uncontrolled Furnace Operation
Idling (unnatural running) and the inefficient loading habits contribute to fuel wastes.
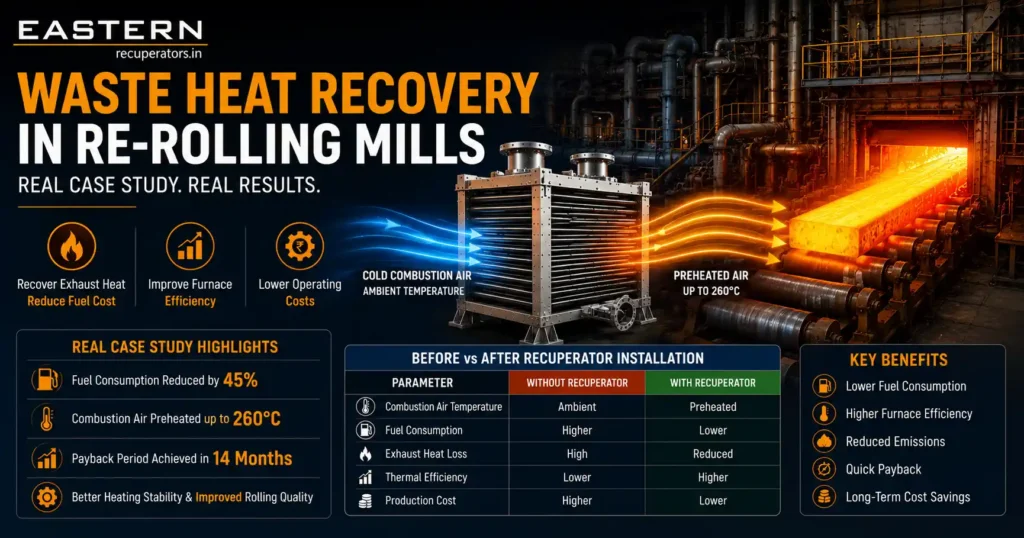
Real Industrial Case Study: Recuperator Installation in a Re-Rolling Mill

To demonstrate the practical effects of waste heat recovery, consider a medium-sized re-rolling mill in India where a billet reheating furnace is in operation. Specifically, it had a daily output of about 110 tonnes and was incurring rising fuel expenses. Furthermore, thermal audit indicated that high-temperature exhaust gases were escaping the furnace, representing significant potential for heat recovery and fuel savings. Below, we have covered a real industrial case study for further understanding:
- Plant Condition Before Installation
When operating with the constant billet heating process, the furnace was burning too much fuel since the combustion air was admitted at ambient temperature and this loaded the burner unnecessarily and lowered thermal efficiency
- Heat Loss Identified During Audit
The thermal audit revealed that the exhaust gas temperatures were approaching 750°C, indicating high heat loss and a high likelihood of recovering waste heat with a recuperator system.
- Recuperator System Installed
To recover exhaust heat, the plant installed a customised recuperator in the combustion air line to collect the heat and transfer it to incoming combustion air.
- Combustion Air Preheating Achieved
The system elevated the ambient temperature of combustion air to close to 260°C, which decreased the fuel requirement and enhanced the burner efficacy in case of a furnace in operation.
- Fuel Consumption Reduction Recorded
The first month saw a beneficial fuel usage decrease of almost 45 percent in the plant, generating on-the-fly operational savings and furnace efficiency.
- Better Heating Stability Observed
The heating of the billets became more regular and stable, enhancing rolling quality and minimising process variation between production cycles.
- Payback Period Estimated
Consequently, management confirmed a 14-month payback period a strong commercial outcome based on actual fuel savings.
How Much Can a Recuperator Save in a Re-Rolling Mill?
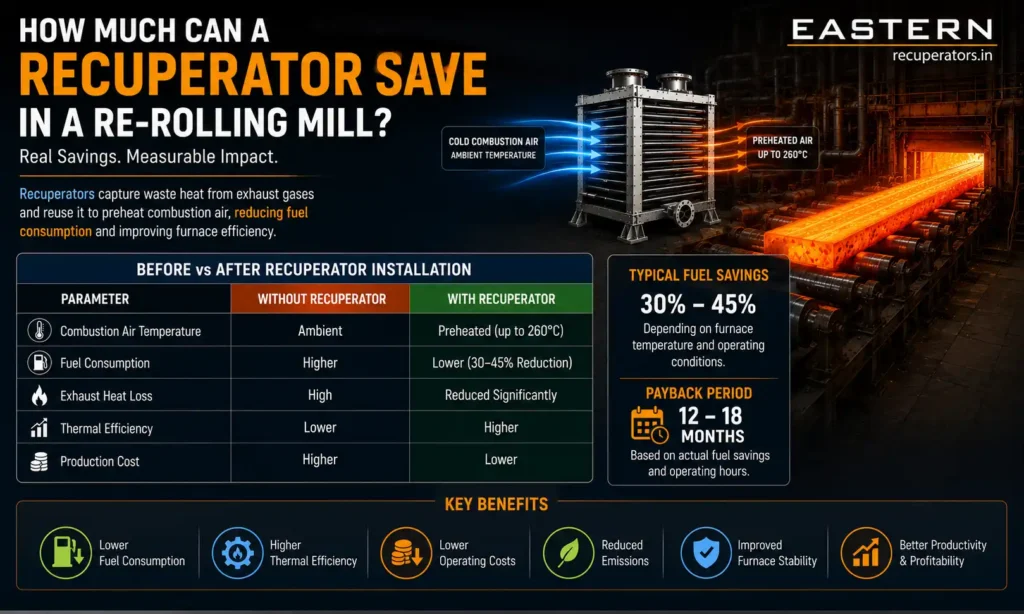
The hours of operation, design, and type of furnace used determine the savings. Nevertheless, recuperators provide quantifiable outputs in most of the continuous furnace operations.
For reference, below is a practical before-and-after comparison:
| Parameter | Without Recuperator | With Recuperator |
| Combustion Air Temperature | Ambient | Preheated |
| Fuel Consumption | Higher | Lower |
| Exhaust Heat Loss | High | Reduced |
| Thermal Efficiency | Lower | Higher |
| Production Cost | Higher | Lower |
Conclusion
In summary, the cost and profitability of any steel rolling mill are directly tied to its fuel economy. Specifically, recovering exhaust heat through a recuperator remains one of the most viable methods for cutting fuel use and boosting furnace performance.
As this real industrial case study indicates, the rightly planned system of heat recovery can provide quantifiable fuel savings, a rise in energy efficiency, and enhance furnace stability.
EASTERN Recuperators is a manufacturer of configured recuperators and air preheaters as well as industrial waste heat recovery units for rolling mill furnaces, forging units or heat treatment plants. Our engineered solutions assist industries in utilising less fuel and elevating thermal functionality using application-specific designs.
Frequently Asked Questions (FAQ)
What is waste heat recovery in re-rolling mills?
Waste heat recovery refers to the process of capturing heat in the exhaust gases of a furnace and recycling it to enhance combustion efficiency and reduce fuel use.
How much fuel can a recuperator save in a re rolling mill?
By using a recuperator, the use of fuel can also be cut by 30 to 45 percent based on the furnace temperature and operating conditions.
How does a heat recovery system improve energy efficiency?
A heat recovery system recycles exhaust heat, reducing fuel consumption and enhancing furnace heating efficiency.
Is waste-heat recovery suitable for all rolling-mill furnaces?
Heat recovery can be used in most rolling mill furnace systems with high exhaust temperatures.
How fast is the payback period for a recuperator?
The payback period in the majority of industrial furnace uses is 12-18 months based on savings in fuels.

